客服热线:
客服热线:
一、气孔(气泡、呛孔、气窝)形成原因:1、模具预热温度太低,液体金属经过浇注系统时冷却太快。2、模具排气设计不良,气体不能通畅排出。3、涂料不好,本身排气性不佳,甚至本身挥发或分解出气体。4、模具型腔表面有孔洞、凹坑,液体金属注入后孔洞、凹坑处气体迅速膨胀压缩液体金属,形成呛孔。5、模具型腔表面锈蚀,且未清理干净。6、原材料(砂芯)存放不当,使用前未经预热。7、脱氧剂不佳,或用量不够或操作不当等。
防止方法:
1、模具要充分预热,涂料(石墨)的粒度不宜太细,透气性要好。2、使用倾斜浇注方式浇注。3、原材料应存放在通风干燥处,使用时要预热。4、选择脱氧效果较好的脱氧剂(镁)。5、浇注温度不宜过高。
二、缩孔(缩松)
形成原因:1、模具工作温度控制未达到定向凝固要求;2、涂料选择不当,不同部位涂料层厚度控制不好;3、铸件在模具中的位置设计不当;4、浇冒口设计未能达到起充分补缩的作用;5、浇注温度过低或过高。
防止方法:
1、提高磨具温度;2、调整涂料层厚度,涂料喷洒要均匀,涂料脱落而补涂时不可形成局部涂料堆积现象;3、对模具进行局部加热或用绝热材料局部保温;4、热节处镶铜块,对局部进行激冷;5、模具上设计散热片,或通过水等加速局部地区冷却速度,或在模具外喷水,喷雾;6、用可拆缷激冷块,轮流安放在型腔内,避免连续生产时激冷块本身冷却不充分;7、模具冒口上设计加压装置;
8、浇注系统设计要准确,选择适宜的浇注温度。
三、渣眼(熔剂夹渣或金属氧化物夹渣)形成原因:
渣眼主要是由于合金熔炼工艺及浇注工艺造成的(包括浇注系统的设计不正确),模具本身不会引起渣孔,而且金属模具是避免渣孔的有效方法之一。
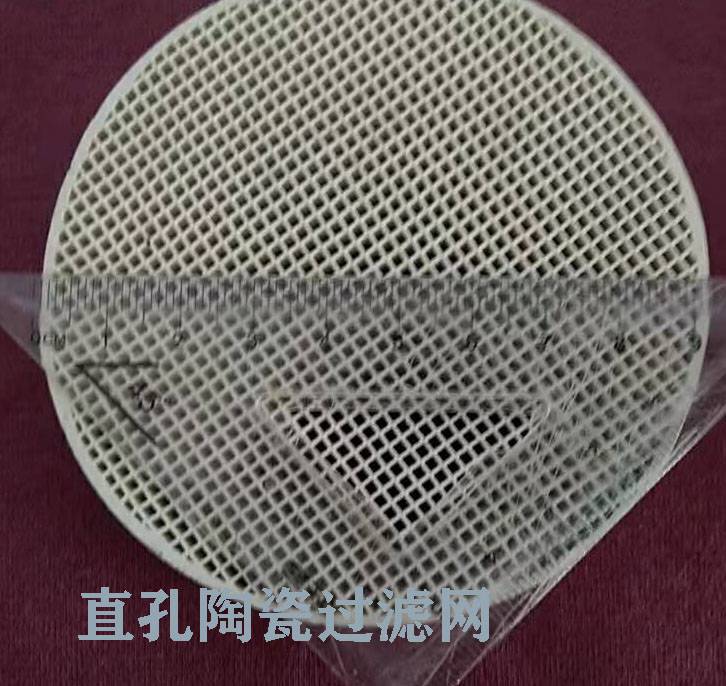
防治方法:1、浇注系统设置正确或使用铸造纤维过滤网。2、采用倾斜浇注方式。3、选择熔剂,严格控制品质。
四、裂纹(热裂纹、冷裂纹)
形成原因:
金属模铸造容易产生裂纹缺陷,因为金属模本身没有退让性,冷却速度快,容易造成铸件内应力增大,开型过早或过晚,浇注角度过小或过大,涂料层太薄等都易造成铸件开裂,模具型腔本身有裂纹时也容易导致裂纹。防治方法:
1、应注意铸件结构工艺性,使铸件壁厚不均匀的部位均匀过渡,采用合适的圆角尺寸。
2、调整涂料厚度,尽可能使铸件各部分达到所要求的冷却速度,避免形成太大的内应力。
3、应注意金属模具的工作温度,调整模具斜度,以及适时抽芯开裂,取出铸件缓冷。
在熔化炉中所有的氧化物及硫化物都会以渣的形式流离于铁(铝)水中。当它们的直径大于0.1mm时上浮很快,可以通过正常扒渣去除;当直径小于0.09mm,尤其在0.002mm左右时,这样子的杂质上浮极慢,并且上升速度不受自重制约,而是受铁(铝)水具有黏性这一特点制约而悬浮于铁(铝)水中。想不使用挡渣棉和过滤网就把铁(铝)水做到纯净是很难的,所以挡渣棉和过滤网的使用是很有必要的,无论什么手段都很难替代挡渣棉和过滤网。
铸造过滤网时刻陪伴!