客服热线:
客服热线:
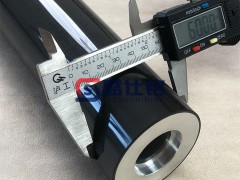
西宁法兰限位伸缩节DN1300mm生产的全过程
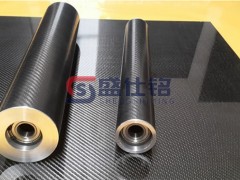
阀门配套双法兰传力接头的安装工作原理:安装简单方便、方便阀门安装、可承受管线的轴向拉力。采用金属铸造或焊接组成,松套部位选用梯形橡胶密封圈,在压盖和螺栓的作用下。利用橡胶压缩弹性变形原理。迫使密封圈变形于接头本体伸缩管外壁之间进行静密封。
伸缩器的制造过程首先从原材料的选择开始,根据不同的规格选择相应厚度要求的钢板,一般选用Q235A级碳钢,在专用的设备上卷制所需要的法兰毛坯、通过卷圆成型、切割、焊接、车床加工、钻床打孔等步骤制作出伸缩器本体法兰及两端连接法兰。

寒冷地区、耐酸性介质和海底管道用管、海洋平台结构用管等是直缝埋弧焊管的应用领域,也应研究开发。这些都需要管线钢宽厚板国产化的配合和支持,管厂和钢厂应紧密合作,共同攻关,赶超国外先进水平。从70年代以来,由于直缝焊管生产的发展,国外油气管道基本上不使用螺旋焊管。我国到目前为止,管线用管仍然以螺旋焊管为主,但在管道的特殊地段,如在一些工业和人口密集区、穿越河流铁路和地震敏感地段,已采用进口的伸缩接头。
巩义市恒昌管道设备有限公司shensuojietou
在bf限位伸缩接头的焊接过程中,焊缝的形成要经过不同程度的热处理,从而产生不同的变化。在焊接时影响管道密封性能大的是焊接热影响区,指焊缝附近两侧金 属因焊接热的作用,而发生的金相组织和力学性能的变化区域。由于焊缝附近各点的受热情况不同,热影响区可分为熔合区和过热区、正火区和部分相变区等